産総研、加工用レーザーのパワーを高精度に制御:パワーの揺らぎ、0.1%以下
産業技術総合研究所(産総研)の沼田孝之主任研究員は、機械加工や鋼板溶接などに用いる高出力レーザーのパワーを高精度に制御するシステムを開発した。この技術はレーザービームの形状制御にも応用できる。
材料特性や加工用途別に最適なビーム形状も生成可能
産業技術総合研究所(産総研)物理計測標準研究部門応用放射計測研究グループの沼田孝之主任研究員は2017年6月、機械加工や鋼板溶接などに用いる高出力レーザーのパワーを高精度に制御するシステムを開発したと発表した。この技術はレーザービームの形状制御にも応用できるという。
開発した加工用レーザーのパワー制御システムは、対向する2個のプリズムからなる素子を用いて、光の反射量を精密に調整することで実現した。その原理はこうだ。プリズムに入射した光のほとんどは底面で反射する。しかし、入射する角度によって一部がプリズム底面から出射する。この光は「エバネッセント光」と呼ばれ、再びプリズム内部に戻って反射光となる。
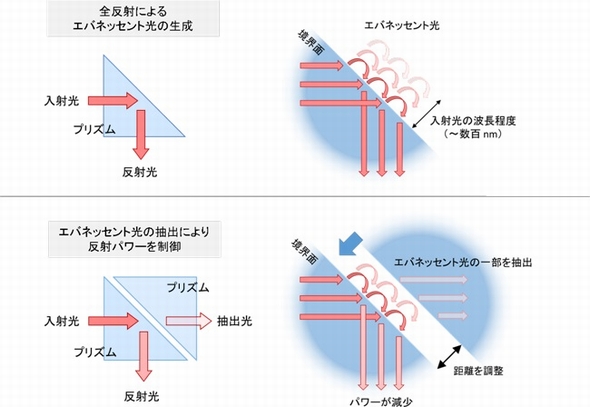 レーザーのパワーを制御するシステムの原理イメージ 出典:産総研
レーザーのパワーを制御するシステムの原理イメージ 出典:産総研一方のプリズム底面に別のプリズムを近づけると、エバネッセント光の一部は、近づけた別のプリズム側に抽出される。その分だけ反射光のパワーは減少するという。この時、外部に抽出される光の量は2個のプリズム間の距離に依存する。この距離を変えることで反射光のパワーを制御できることはかねてより知られていた。
沼田氏は今回、システムの出射口にパワーモニターを設置した。その測定値が目標とする値に一致するよう、2個のプリズム間の距離を精密にフィードバック制御することにした。さらに今回、透明度の高いプリズムを用いることで、光の吸収に伴う発熱を抑えることができたという。
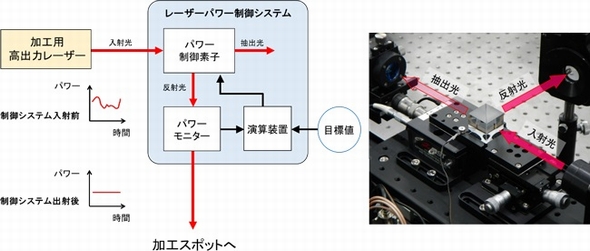 開発した高出力レーザーパワー制御システムの機能ブロック図と外観 出典:産総研
開発した高出力レーザーパワー制御システムの機能ブロック図と外観 出典:産総研沼田氏は、波長が1.1μmで出力が2kW/cm2の加工用レーザーを用いて、開発したパワー制御システムの実証実験を行った。レーザー加工装置の実稼働状況を想定し、レーザーパワーを意図的に変動させた。この結果、ステップ状に5%以上の変動を与えても、フィードバック制御後(ステップ状の変動直後を除く)は、変動を0.1%以下に抑制できることが分かった。300秒から420秒付近の連続的なパワー変動に対しても、フィードバック制御によって一定値を維持できていることが確認された。
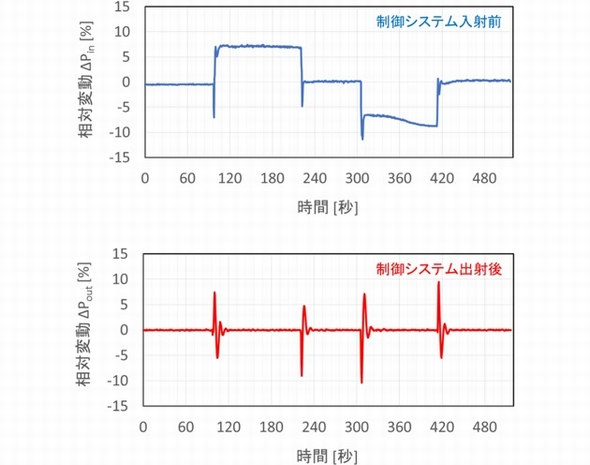 高出力レーザーを用いて行ったパワー制御の実証実験の結果 出典:産総研
高出力レーザーを用いて行ったパワー制御の実証実験の結果 出典:産総研産総研は今後、開発したシステムの応答特性をさらに改善していく。さらにシステムの小型化などを進め、早期実用化を目指す。ビーム形状制御技術の開発にも取り組む考えである。
関連記事
 産総研、「世界最高」の磁場中臨界電流密度実現
産総研、「世界最高」の磁場中臨界電流密度実現
産業技術総合研究所(産総研)は成蹊大学などと共同で、低コストの高温超電導線材を用いて、世界最高水準の磁場中臨界電流密度を実現した。 産総研、半導体の表面電場を測定する手法を開発
産総研、半導体の表面電場を測定する手法を開発
産業技術総合研究所(産総研)とSCREENホールディングスは、太陽電池やICの表面電場を定量測定する手法を大阪大学と共同で開発した。 産総研、内部短絡しない全固体Li二次電池を開発
産総研、内部短絡しない全固体Li二次電池を開発
産業技術総合研究所(産総研)の片岡邦光主任研究員らは、高い安全性と信頼性を実現した小型全固体リチウム二次電池を開発した。単結晶を用いて作製した固体電解質部材は、酸化物系で世界最高レベルの導電率を実現したという。 「光子1個が見える」、産総研が光子顕微鏡を開発
「光子1個が見える」、産総研が光子顕微鏡を開発
産業技術総合研究所(産総研)は、光子を1個ずつ観測できる「光子顕微鏡」を開発した。 産総研、ナノ炭素材料の安全性試験手順書を公表
産総研、ナノ炭素材料の安全性試験手順書を公表
産業技術総合研究所(産総研)と単層CNT融合新材料研究開発機構(TASC)は、「ナノ炭素材料の安全性試験総合手順書」を公表した。Webサイトから無償でダウンロード可能だ。 産総研、光照射で高純度ナノ炭素材料の薄膜形成
産総研、光照射で高純度ナノ炭素材料の薄膜形成
産業技術総合研究所の神徳啓邦研究員らは、純度が高いナノ炭素材料の薄膜を、光照射するだけで簡便に作製できる技術を開発した。二次電池用やキャパシターなどへの応用が期待される。
Copyright © ITmedia, Inc. All Rights Reserved.
記事ランキング
![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。